

Ép nhựa là phương pháp tạo hình đại diện cho nhựa nhiệt rắn. Ngoài ra, nó là cơ sở cho nhiều phương pháp tạo hình khác và khuôn dùng khi ép nhựa có kết cấu khuôn cơ bản cho các phương pháp tạo hình khác.
Kết cấu khuôn ép nhựa có điểm khác nhau tùy theo hình dáng sản phẩm, vật liệu tạo hình sử dụng và chủng loại máy ép. Nhưng cũng có thể chia thành 4 loại như sau:
A. Khuôn hở.
B. Khuôn kín.
C. Khuôn nửa kín nửa hở.
D. Khuôn ghép (split mould).
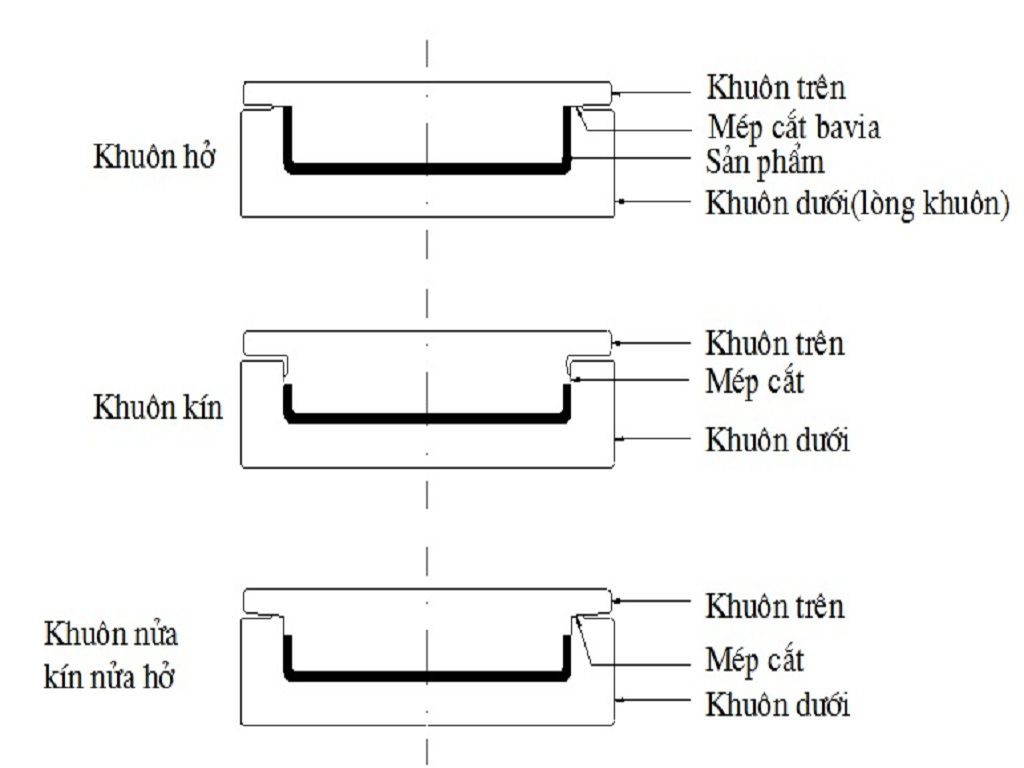
1. Khuôn hở
Đó là khuôn đơn giản nhất trong số khuôn ép nhựa, như hình (2a). Khuôn này được hình thành từ hai bộ phận khuôn trên và khuôn dưới. Nửa khuôn trên là bộ phận khuôn đực gọi là lõi khuôn (core), còn nửa khuôn dưới là bộ phận khuôn cái, gọi là hốc khuôn (cavity). Để toàn bộ khuôn vào giữa tấm gia nhiệt, vừa gia nhiệt vừa đổ vật liệu dạng bột vào lòng khuôn, đặt áp vào nửa khuôn trên. Khi đó, do áp lực, vật liệu thừa trong lòng khuôn sẽ chảy từ thành mép cắt khuôn thành bavia. Tuy nhiên, nói chung khó đạt được độ chính xác kích thước do có chiều dày của bavia, hơn nữa để loại bỏ bavia cần có một số nguyên công sau đó. Vả lại, trong trường hợp vật liệu tạo hình có vảy bavia độn vải, giấy hay sợi asbest lớn thì có nhược điểm là khó bảo đảm lực tạo hình, cũng như khó điền đầy vật liệu.
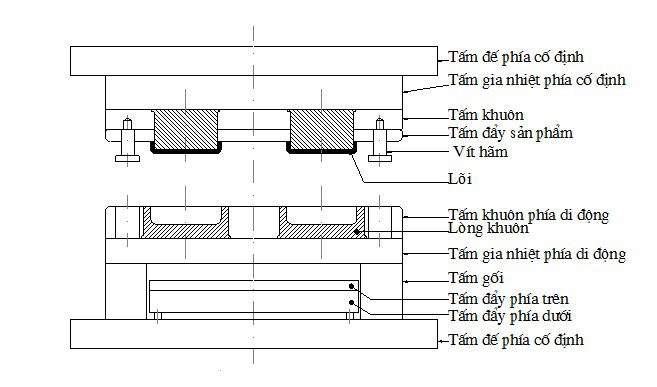
Hình trên biểu thị kết cấu thực tế của khuôn kiểu ép phẳng. Trên hình vẽ, khi mở khuôn, sản phẩm tách khỏi khuôn dưới và mắc vào khuôn trên, và người ta dùng tấm gỡ để đẩy sản phẩm rơi xuống.
Khuôn kiểu này dùng để chế tạo chi tiết có hình phẳng và tương đối đơn giản như
hình đĩa, bát, nút công tắc. Nếu chế tạo khuôn phù hợp và lượng vật liệu đưa vào chính xác thì cũng có thể ép sản phẩm lớn.
Kết cấu khuôn tạo hình bằng cách phun hoặc ép chuyển (tranfer) mà sẽ nói sau cũng thuộc kết cấu khuôn kiểu này.
2. Khuôn kín
Như hình trên là khuôn có cầu tạo như kết hợp giữa xilanh và piston. Áp lực đặt ở nửa khuôn trên nên có tác động trực tiếp đối với vật liệu tạo hình, đó chính là đặc trưng của khuôn. Khuôn loại này, có thể ép sản phẩm tạo hình đơn giản với vật liệu có độn vải hay sợi amiang mà ở khuôn ép phẳng khó thực hiện. Hơn nữa, khuôn này cũng có thể cho hình dáng sản phẩm có độ chính xác cao nhất. Tuy nhiên loại này có nhược điểm là hầu như vật liệu nóng chảy không thoát ra ngoài được, nếu không đảm bảo lượng vật liệu chính xác thì khó đạt độ chính xác theo chều sâu sản phẩm. Ngoài ra khuôn dễ bị nghiêng đi ở mối ghép giữa khuôn trên và khuôn dưới nên chiều dày sản phẩm sẽ bị lệch, khuôn dễ bị xước và in vết lên sản phẩm.
3. Khuôn nửa kín nửa hở
Là khuôn tổng hợp giữa khuôn ép phẳng và khuôn ép chìm và được sử dụng như là khuôn ép chìm ở nửa đầu hành trình ép, nhưng phần sau làm việc như khuôn ép phẳng. Khuôn trên và dưới được đỡ bằng bộ phận ép. Vật liệu thừa chảy ra từ lòng khuôn sẽ được cắt đứt ở bộ phận đỡ gờ này.



Đánh giá
Chưa có đánh giá nào.